Equipo para la línea de producción de sardinas enlatadas
No solo somos capaces de vender productos, sino que también tenemos la capacidad de emprender proyectos llave en mano completos.

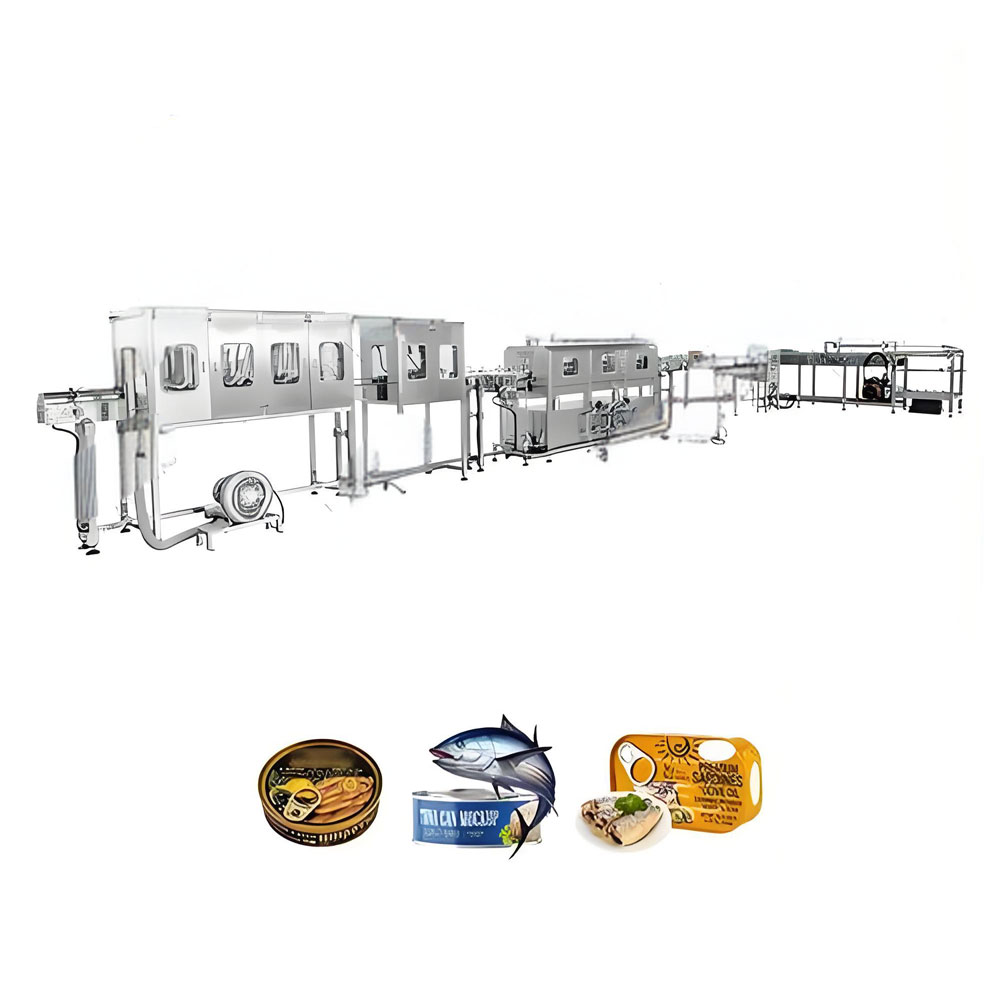
La línea de producción de sardinas en conserva CSPL-200 es un sistema de procesamiento llave en mano totalmente integrado y con validación HACCP, diseñado para transformar la sardina entera en crudo en productos en conserva comercialmente estériles y estables, listos para la distribución internacional. Optimizada para el formato de lata tipo 'club' de 125 g (307 x 111), el estándar global, la línea mantiene un rendimiento de entre 150 y 200 latas por minuto mediante un flujo de trabajo continuo que incluye: recepción del pescado, escamado mecánico, salmuera, precocción térmica, llenado manual o automático, dosificación del medio líquido, cierre al vacío, esterilización en autoclave y etiquetado final. Cada punto crítico de control —desde la temperatura del núcleo en la precocción y la integridad dimensional del doble cierre, hasta el cálculo de letalidad térmica del valor F en autoclave— cuenta con instrumentación, registro y trazabilidad, cumpliendo estrictamente con los requisitos de auditoría de BRC, IFS, FDA y los organismos de certificación de exportación de la UE.
| Parámetro del sistema | Especificación técnica |
|---|---|
| Designación de la línea | CSPL-200 |
| Capacidad de producción | 150 - 200 Latas por minuto |
| Formato de lata principal | Lata tipo Club de 125 g |
| Formatos alternativos | Oval de 155 g, redonda alta de 425 g (personalizable) |
| Materia prima de entrada | Sardinas enteras (frescas o congeladas) |
| Material de embalaje | Aceite de soja / Aceite de oliva / Salsa de tomate / Salmuera |
| Método de esterilización | Pulverización de agua o autoclave de retorta por vapor |
| Potencia total instalada | Aprox. 180 kW |
| Longitud total de la línea | 45 - 60 metros (Según la configuración) |
| Personal necesario | 25 - 40 Operadores (según el nivel de automatización) |

Los bloques de sardinas congeladas llegan a la planta en cajas de 10 a 20 kg. Un tanque de descongelación de acero inoxidable recircula agua a temperatura controlada (entre 15 y 18 °C) para descongelar el pescado de forma uniforme sin llegar a cocinar la superficie. Tras la descongelación, las sardinas pasan a un escamador de tambor rotativo que elimina las escamas residuales, preservando la integridad de la piel, algo esencial para la presentación visual al abrir la lata. Posteriormente, el pescado entra en un tanque de salmuera con una solución de cloruro de sodio al 3-5 % durante 15-30 minutos. Este proceso de salmuera reafirma la textura de la carne, sazona el pescado uniformemente y elimina la sangre residual de las branquias, evitando así la aparición de manchas oscas poco estéticas en el producto final.
La precocción es la fase más crítica para definir la calidad. Las sardinas crudas contienen aproximadamente un 70 % de humedad. Si se sellaran crudas en la lata para su posterior esterilización en autoclave, esta humedad se liberaría durante el proceso, creando un líquido turbio y poco apetecible que afectaría la aceptación del consumidor. La fase de precocción permite evaporar entre un 15 y un 20 % de esta humedad libre antes de que el pescado sea envasado en la lata.
Las sardinas precocidas se introducen manualmente en las latas vacías en las estaciones de llenado o se procesan mediante equipos semiautomáticos de orientación y llenado. La disposición específica (normalmente de 3 a 5 piezas por lata de 125 g, colocadas en orientación alterna cabeza-cola) se determina según las especificaciones de mercado del comprador. Tras la colocación del producto, las latas avanzan por una cinta transportadora a través de una serie de estaciones de dosificación de líquido.
Las latas llenas y abiertas pasan por un túnel de desaireación por vapor que calienta el aire del espacio de cabeza a unos 90 °C. Esta desaireación térmica desplaza el aire frío mediante vapor. Al cerrarse la lata inmediatamente en la selladora de doble cierre al vacío, el vapor atrapado se condensa durante el enfriamiento, generando un vacío interno de 250 a 400 mbar. Este vacío es fundamental: evita que la lata se abombe en zonas de gran altitud durante el transporte, inhibe la rancidez oxidativa del aceite de cobertura y crea la concavidad en el fondo que garantiza al consumidor la integridad del producto.
La selladora automática de doble cierre es el núcleo de precisión mecánica de la línea. Con una capacidad de 150 a 200 latas por minuto, la máquina pliega la pestaña del cuerpo y el reborde de la tapa mediante dos operaciones de laminado secuenciales, creando un cierre hermético de cinco capas que constituye la barrera bacteriana absoluta entre el producto estéril y el entorno. Los parámetros dimensionales de la costura (longitud del gancho del cuerpo, longitud del gancho de la tapa, porcentaje de solapamiento, índice de estanqueidad y grado de arrugas) se miden y registran cada 30 minutos, conforme a los protocolos de control de costura HACCP.
Las latas selladas se cargan en cestas de autoclave y se procesan en un sistema de pulverización de agua o vapor saturado. El proceso térmico se calcula con precisión para alcanzar un valor F (minutos equivalentes a 121,1 °C de referencia para la destrucción de Clostridium botulinum) suficiente para lograr la esterilidad comercial según el formato de la lata, la densidad del pescado y el medio de envasado. Un proceso típico para 125 g de sardinas en aceite requiere entre 115 y 118 °C durante 60 a 75 minutos. Los instrumentos de temperatura y presión registran un gráfico continuo de tiempo-temperatura para cada lote, generando los registros de esterilización obligatorios exigidos por la FDA 21 CFR Parte 113 y la normativa de la UE 852/2004 para el despacho de exportación internacional.
Tras el proceso de autoclave, las latas se enfrían a presión con agua clorada hasta alcanzar una temperatura inferior a 40 °C. Una vez secas, pasan por una etiquetadora que aplica etiquetas de papel litografiado o fundas termoencogibles. Las latas etiquetadas se clasifican por orientación, se codifican por fecha con una impresora de inyección de tinta y se embalan en cajas de cartón corrugado mediante equipos de embalaje manual o automático. Los cartones terminados pasan al paletizado y a un área de cuarentena en almacén, a la espera de la liberación de calidad final tras la revisión del registro de autoclave y los resultados de las pruebas de incubación. Para una infraestructura integral de enlatado de pescado, el CSPL-200 es nuestro producto estrella dentro de nuestra amplialínea de producción de conservas de pescadogama de productos, que también incluye formatos de atún, caballa y mezclas de mariscos. El sistema completo cumple con los estándares de ingeniería mantenidos en toda nuestrasoluciones en equipos para el procesamiento de productos del mardivisión.
Blogs de lectura obligada para jefes








