معدات خط إنتاج السردين المعلب
لا تقتصر قدراتنا على بيع المنتجات فحسب، بل نمتلك أيضاً الكفاءة اللازمة لتنفيذ المشاريع المتكاملة (تسليم مفتاح).

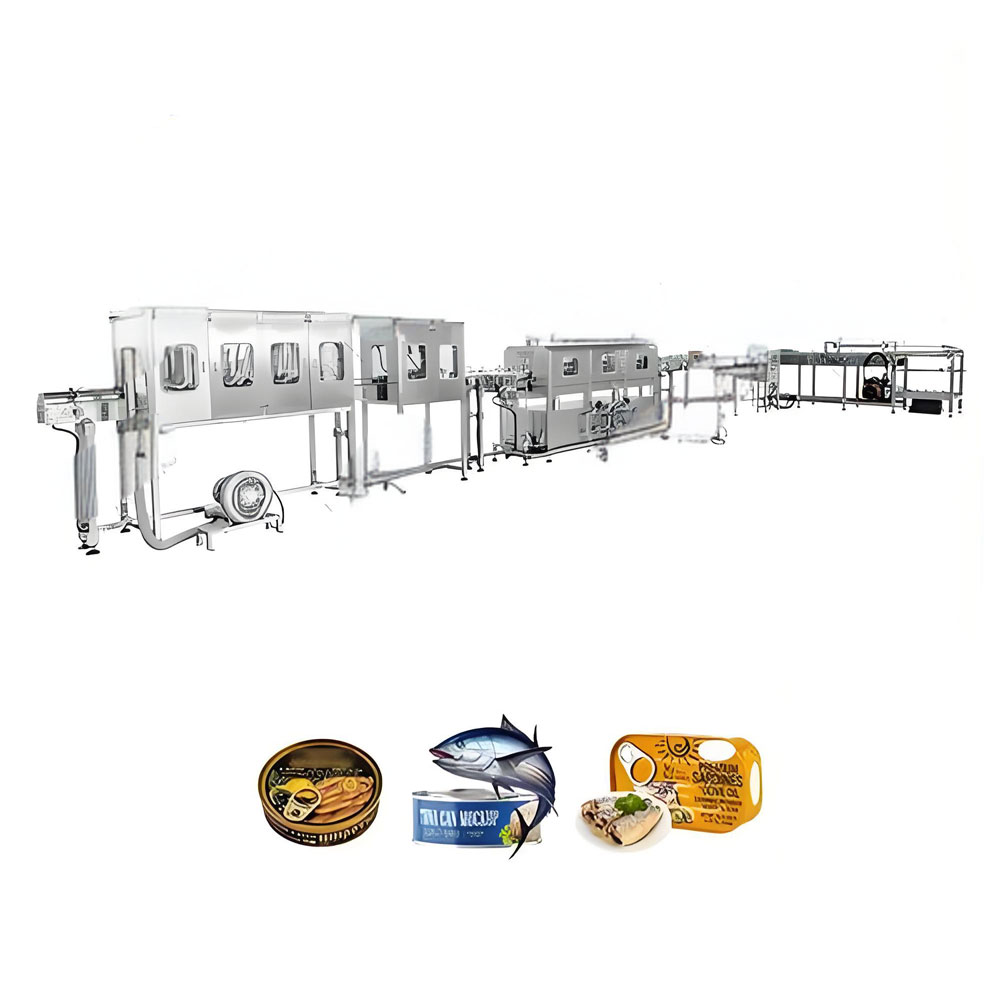
يُعد خط إنتاج السردين المعلب CSPL-200 نظام معالجة متكامل ومتكامل الحلول (Turnkey)، معتمد وفق معايير "هاسب" (HACCP)، حيث يقوم بتحويل السردين الخام الكامل إلى منتجات معلبة معقمة تجارياً وصالحة للتخزين طويل الأمد، جاهزة للتوزيع في الأسواق والمتاجر العالمية. تم تصميم هذا الخط ليتوافق مع نمط العلب الأكثر انتشاراً عالمياً بوزن 125 جراماً (مقاس 307 × 111)، وبطاقة إنتاجية تتراوح بين 150 إلى 200 علبة في الدقيقة ضمن دورة عمل مستمرة؛ تبدأ من استلام الأسماك الخام، مروراً بالتقشير الميكانيكي، والنقع في المحلول الملحي، والطهي الأولي الحراري، والتعبئة اليدوية أو الآلية، ومعايرة السوائل، وإحكام الغلق بالتفريغ الهوائي، وصولاً إلى التعقيم بالحرارة (Retort) والوسم النهائي. كما يتم تزويد كل نقطة تحكم حرجة بأنظمة قياس دقيقة وتسجيل وتتبع آلي، بدءاً من درجة حرارة قلب السمك أثناء الطهي، ووصولاً إلى سلامة أبعاد الإغلاق المزدوج وحساب القيمة الحرارية (F-value) لضمان القضاء على الميكروبات، مما يضمن استيفاء كافة متطلبات التدقيق المستندي لمعايير BRC وIFS، والامتثال لمتطلبات هيئة الغذاء والدواء الأمريكية (FDA) وهيئات شهادات التصدير في الاتحاد الأوروبي.
| معلمات النظام | المواصفات الفنية |
|---|---|
| تحديد الخط | CSPL-200 |
| سعة الإنتاج | 150 - 200 علبة في الدقيقة (CPM) |
| تنسيق العلبة الأساسي | علبة نادي 125 جم (307 × 111) |
| صيغ بديلة | ١٥٥ جم بيضاوي، ٤٢٥ جم أسطواني طويل (قابل للتخصيص) |
| مدخلات المواد الخام | سردين كامل (طازج أو مجمد) |
| وسائط التعبئة | زيت الصويا / زيت الزيتون / صلصة الطماطم / محلول ملحي |
| طريقة التعقيم | جهاز تعقيم بالبخار أو بالرش المائي (أوتوكلاف) |
| إجمالي القدرة المركبة | حوالي 180 كيلوواط |
| إجمالي طول السطر | 45 - 60 متر (يعتمد على الإعدادات) |
| متطلبات القوى العاملة | 25 - 40 من المشغلين (حسب مستوى الأتمتة) |
")
تصل كتل السردين المجمدة إلى المنشأة في كراتين تزن ما بين 10 إلى 20 كيلوغرامًا. وفي مرحلة تالية، تُوضع في حوض إذابة من الفولاذ المقاوم للصدأ (ستانلس ستيل) يعتمد على تدوير مياه محكومة الحرارة تتراوح بين 15 إلى 18 درجة مئوية، وذلك لضمان إذابة الثلج عن الأسماك بشكل متساوٍ دون تعريض سطحها للحرارة التي قد تؤدي لطهيها. وعقب الإذابة، تُنقل السردين إلى أسطوانة دوارة لإزالة القشور، تعمل على تنظيف السمك من بقايا القشور مع الحفاظ على سلامة الجلد الرقيقة، وهو أمر جوهري لضمان المظهر الجمالي للسمك داخل العلبة بعد فتحها. بعد ذلك، تُنقع الأسماك في حوض يحتوي على محلول ملحي بتركيز يتراوح بين 3 إلى 5 بالمائة من كلوريد الصوديوم لمدة 15 إلى 30 دقيقة؛ حيث تساهم هذه الخطوة في تماسك أنسجة اللحم، وتتبيل السمك بشكل متجانس، فضلاً عن استخراج بقايا الدم من تجويف الخياشيم، مما يمنع ظهور أي تلون داكن غير مستحب في المنتج النهائي.
تُعد مرحلة الطهي المسبق الخطوة الأكثر أهمية وحسمًا في تحديد جودة المنتج؛ إذ تحتوي أسماك السردين النيئة على نسبة رطوبة تصل إلى 70% تقريبًا. وفي حال تعليب الأسماك وهي نيئة ثم إخضاعها لعملية التعقيم مباشرة، ستتسرب هذه الرطوبة أثناء عملية التعقيم، مما يؤدي إلى تكوّن سائل عكر غير فاتح للشهية، وهو ما يدفع المستهلكين إلى عزوفهم عن المنتج. لذا، تعمل مرحلة الطهي المسبق على تبخير ما يتراوح بين 15 إلى 20% من هذه الرطوبة الحرة قبل وضع الأسماك في العلب.
يتم تعبئة السردين المطبوخ مسبقاً يدوياً في العلب الفارغة بمحطات التعبئة، أو عبر معدات نصف آلية مخصصة لترتيب وتعبئة الأسماك. وتعتمد الطريقة المحددة لترتيب الأسماك — والتي غالباً ما تتكون من 3 إلى 5 سمكات في العلبة سعة 125 جراماً، مرتبة بوضعية تبادلية بين الرأس والذيل — على المواصفات السوقية المطلوبة من المشتري. وفور وضع الأسماك في العلب، تنتقل عبر سير ناقل تمر عبر محطات متتالية لجرعات السوائل.
تمر العلب المملوءة والمفتوحة عبر نفق لطرد البخار، يعمل على تسخين الهواء الموجود في الفراغ العلوي للعلبة إلى حوالي 90 درجة مئوية. وتعمل عملية الطرد الحراري هذه على إزاحة الهواء البارد واستبداله بالبخار. وعند إغلاق العلبة مباشرة بواسطة آلة الغلق المزدوج (double-seam vacuum seamer) الموجودة في نهاية الخط، يتكثف البخار المحبوس أثناء عملية التبريد، مما يولد فراغاً داخلياً يتراوح بين 250 إلى 400 ملي بار. ويعد هذا الفراغ أمراً حيوياً؛ فهو يمنع انتفاخ العلب عند النقل في المرتفعات، ويحول دون تأكسد الزيت المعبأ وتزنخه، كما يساهم في تكوين الشكل المقعر في قاعدة العلبة، وهو ما يعد مؤشراً للمستهلك على سلامة وجودة المنتج.
تُعد آلة الإغلاق التلقائي ذات اللحام المزدوج الركيزة الميكانيكية الأكثر دقة في خط الإنتاج؛ حيث تعمل هذه الآلة بسرعة تتراوح بين 150 إلى 200 عبوة في الدقيقة، وتقوم بطي حافة جسم العبوة مع حافة الغطاء معاً عبر عمليتي دحرج تسلسليتين، مما ينتج عن ذلك إغلاقاً محكماً بـخمس طبقات متداخلة يشكل حاجزاً مطلقاً ضد البكتيريا، ليفصل تماماً بين المنتج المعقم والبيئة الخارجية. ووفقاً لبروتوكولات مراقبة اللحام المتبعة في نظام تحليل المخاطر ونقاط التحكم الحرجة (HACCP)، يتم قياس وتوثيق معايير أبعاد اللحام كل 30 دقيقة، بما في ذلك: طول خطوة الجسم، وطول خطوة الغطاء، ونسبة التداخل، ودرجة الإحكام، ومستوى التجاعيد.
تُوضع العلب المغلقة في سلال التعقيم وتُعالج في أوتوكلاف (جهاز تعقيم) يعمل بنظام الرش المائي أو البخار المشبع. وتُحسب العملية الحرارية بدقة لضمان تحقيق قيمة F (وهي الدقائق المكافئة عند 121.1 درجة مئوية، بالاستناد إلى معيار إبادة بكتيريا "كلوستريديوم بوتولينوم") بما يكفي للوصول إلى التعقيم التجاري المناسب لشكل العلبة، وكثافة السمك، والوسط المعبأ. فعلى سبيل المثال، تستغرق عملية تعقيم علب السردين في الزيت بوزن 125 جرامًا حوالي 60 إلى 75 دقيقة عند درجة حرارة تتراوح بين 115 و118 درجة مئوية. وتقوم أجهزة قياس درجة الحرارة والضغط في جهاز التعقيم بتسجيل رسم بياني مستمر للزمن ودرجة الحرارة لكل دفعة، مما يصدر سجلات التعقيم الإلزامية المطلوبة وفقًا لمعايير إدارة الغذاء والدواء الأمريكية (FDA 21 CFR Part 113) واللوائح الأوروبية 852/2004 لغرض التخليص الصادر للتصدير الدولي.
بعد عملية التعقيم الحراري، يتم تبريد العلب بالضغط باستخدام مياه مكلورة حتى تنخفض درجة حرارتها إلى ما دون 40 درجة مئوية. وبمجرد جفافها، تمر العلب عبر آلة وضع الملصقات التي تقوم بتثبيت ملصقات ورقية مطبوعة بطريقة الليثوغراف أو أغلفة بلاستيكية حرارية (shrink-sleeve). بعد ذلك، يتم فرز العلب حسب الاتجاه، وطباعة تاريخ الصلاحية باستخدام طابعات نفث الحبر، ثم تُعبأ في كراتين من الورق المقوى بواسطة معدات التعبئة اليدوية أو الآلية. وتنتقل الكراتين الجاهزة إلى مرحلة الترتيب على المنصات الخشبية (Palletizing) وتُخزن في منطقة الحجر الصحي بالمستودع، بانتظار صدور إذن الإفراج النهائي عن الجودة بناءً على مراجعة سجلات التعقيم ونتائج اختبار الحضانة. ولتوفير بنية تحتية متكاملة لتعليب الأسماك، تُعد منظومة CSPL-200 منتجنا الرائد ضمن مجموعة حلولنا الأوسع.خط إنتاج تعليب الأسماكوتشمل هذه المجموعة أيضًا منتجات التونة والماكريل وتشكيلات المأكولات البحرية المشكلة. كما يتوافق النظام بأكمله مع المعايير الهندسية المعتمدة لدينا في جميعحلول معدات معالجة المأكولات البحريةقسم.
مدونات لا غنى عنها لكل مدير










