
통조림 정어리 생산 라인 설비
저희는 제품 판매뿐만 아니라 완전 턴키 프로젝트를 수행할 능력도 갖추고 있습니다.
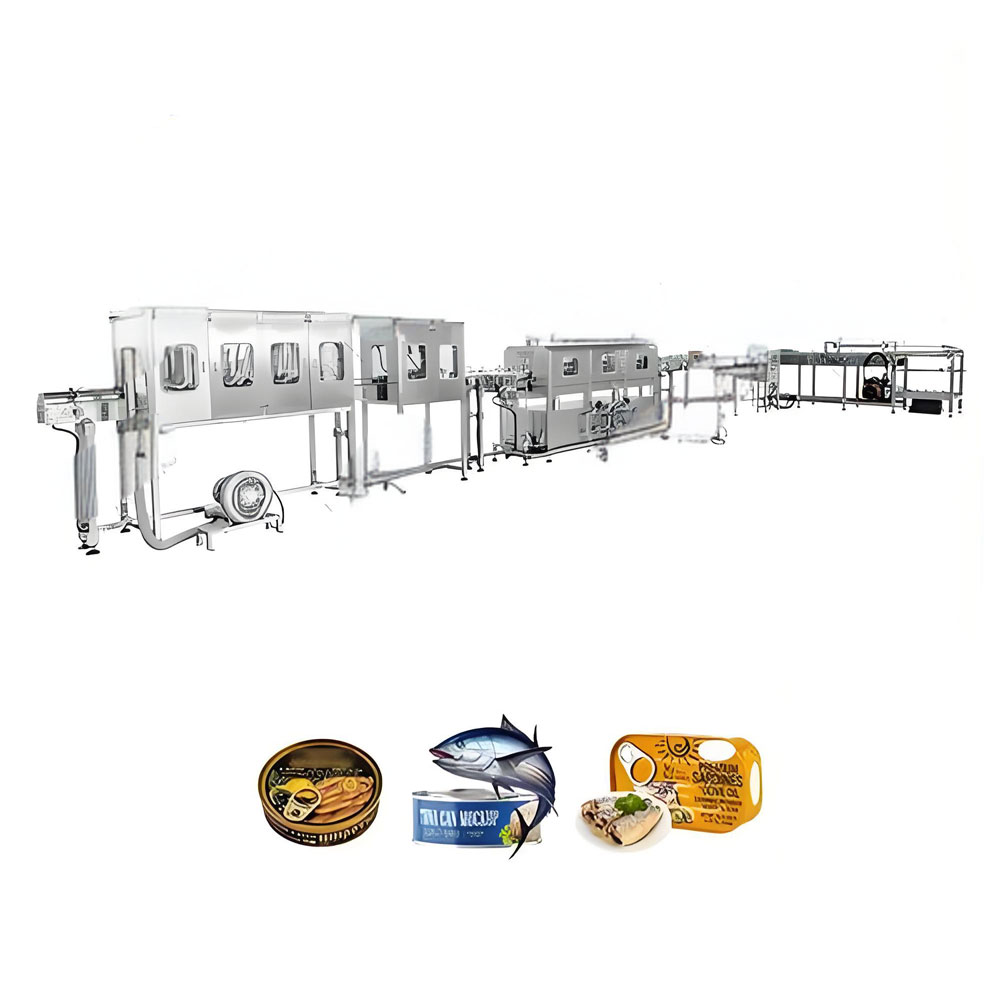
CSPL-200 정어리 통조림 생산 라인은 원물 상태의 정어리를 국제 유통이 가능한 상온 보관 멸균 제품으로 변환하는 HACCP 인증 완결형(Turnkey) 통합 프로세싱 시스템입니다. 글로벌 표준인 125g 클럽 캔 규격(307 x 111)에 최적화 설계되었으며, 원물 입고, 기계적 비늘 제거, 염수 침지, 열 전처리, 수동/자동 충전, 액체 투입, 진공 밀봉, 레토르트 멸균, 최종 라벨링에 이르는 연속 공정을 통해 분당 150~200캔의 생산 속도를 구현합니다. 전처리 내부 온도부터 더블 심(double-seam)의 치수 정밀도, 레토르트 F-값(F-value) 열 사멸 계산까지 모든 핵심 관리 지점(CCP)이 자동 계측 및 기록되어 추적성을 보장하며, BRC, IFS, FDA 및 EU 수출 인증 기관의 엄격한 문서 감사 기준을 완벽히 충족합니다.
| 시스템 사양 | 기술 사양 |
|---|---|
| 라인 명칭 | CSPL-200 |
| 생산 능력 | 150 - 200 분당 생산량 |
| 표준 캔 규격 | 125g 클럽 캔 |
| 기타 규격 옵션 | 155g 오벌형, 425g 톨 라운드형 (커스텀 가능) |
| 원재료 구성 | 통 정어리 (신선 또는 냉동) |
| 포장 액제(충전물) | 대두유 / 올리브유 / 토마토 소스 / 소금물 |
| 살균 방법 | 워터 스프레이 또는 스팀 레토르트 오토클레이브 |
| 총 설치 전력 | 약 180 KW |
| 총 라인 길이 | 45 - 60 m (구성 방식에 따라 변동 가능) |
| 필요 인력 | 25 - 40 명 (자동화 수준에 따라 변동 가능) |

냉동 정어리 블록은 10~20kg 단위 카톤 형태로 입고됩니다. 스테인리스 해동 탱크는 15~18°C의 정온수를 순환시켜, 표면이 익는 현상 없이 생선을 균일하게 해동합니다. 해동된 정어리는 로터리 드럼 스케일러를 통과하며, 캔을 개봉했을 때의 시각적 완성도에 중요한 연약한 피부 조직을 손상시키지 않으면서 잔여 비늘을 제거합니다. 비늘 제거 후에는 3~5% 염화나트륨 용액이 담긴 브라인 탱크에서 15~30분간 침지 과정을 거칩니다. 이 브라인 공정은 생선 살을 탄력 있게 만들고, 균일하게 간을 배게 하며, 아가미의 잔여 혈액을 제거하여 완제품의 검은 변색을 방지합니다.
전처리는 품질을 결정하는 가장 핵심적인 공정입니다. 생 정어리는 약 70%의 수분을 함유하고 있는데, 이를 캔에 밀봉한 채로 즉시 레토르트 공정을 진행할 경우 멸균 과정에서 수분이 배출되어 탁하고 식욕을 저하시키는 액체가 발생하게 됩니다. 전처리 단계에서는 생선이 캔에 입고되기 전, 이 유리 수분의 약 15~20%를 미리 증발시켜 제거합니다.
예비 조리된 정어리는 충전 스테이션에서 빈 캔에 수동으로 담기거나, 반자동 정렬 및 충전 장비를 통해 투입됩니다. 캔당 생선 배치 방식(일반적으로 125g 캔당 3~5마리를 머리와 꼬리가 교차되도록 배치)은 구매자의 시장 사양에 따라 결정됩니다. 생선 배치가 완료되면 캔은 컨베이어를 따라 순차적인 액체 투입 스테이션으로 이동합니다.
충전이 완료된 개방형 캔은 헤드스페이스의 공기를 약 90°C까지 가열하는 스팀 탈기 터널을 통과합니다. 이 열 탈기 공정을 통해 내부의 찬 공기가 스팀으로 치환됩니다. 이후 하류의 더블 심 진공 실러가 캔을 즉시 밀봉하면, 내부의 스팀이 냉각 과정에서 응축되어 250~400 mbar의 내부 진공을 형성합니다. 이 진공 상태는 운송 중 고지대에서의 캔 부풀음 현상을 방지하고, 포장용 오일의 산화적 산패를 억제하며, 제품의 품질 무결성을 나타내는 오목한 캔 엔드 패널을 만드는 데 필수적입니다.
자동 더블 심 캔 실러는 생산 라인의 정밀도를 담당하는 핵심 장비입니다. 분당 150~200캔의 속도로 작동하며, 두 단계의 연속 롤링 공정을 통해 캔 바디 플랜지와 뚜껑 컬을 결합하여 완전 밀봉된 5중 인터록 구조를 형성합니다. 이는 멸균된 내용물과 외부 환경을 완벽히 차단하는 박테리아 방어벽 역할을 합니다. 심(Seam)의 치수 파라미터인 바디 훅 길이, 커버 훅 길이, 겹침률, 조임 등급, 주름 등급 등은 HACCP 심 모니터링 규정에 따라 30분마다 측정 및 기록됩니다.
밀봉된 캔은 레토르트 바스켓에 담겨 워터 스프레이 또는 포화 증기 방식의 레토르트 오토클레이브에서 처리됩니다. 열처리 공정은 특정 캔 규격, 생선 밀도 및 충전 매체에 대하여 상업적 멸균을 달성하기 위한 충분한 F-값(Clostridium botulinum 사멸을 기준으로 121.1°C에서의 등가 시간)을 전달하도록 정밀하게 설계되었습니다. 일반적인 125g 정어리 오일 통조림 공정은 115~118°C 온도에서 60~75분간 진행됩니다. 레토르트 온도 및 압력 계측 장치는 모든 배치에 대해 연속적인 시-온도 그래프를 생성하며, 이는 국제 수출 통관에 필수적인 FDA 21 CFR Part 113 및 EU 규정 852/2004 준수를 위한 멸균 기록 데이터가 됩니다.
레토르트 공정이 완료되면 캔은 염소수를 이용한 압력 냉각을 통해 40°C 미만으로 온도를 낮춥니다. 냉각 및 건조가 완료된 캔은 라벨링기를 통과하며, 이곳에서 인쇄 라벨이나 슈링크 슬리브가 부착됩니다. 라벨링이 끝난 캔은 정렬 과정을 거쳐 잉크젯 프린터로 유통기한이 인쇄되며, 수동 또는 자동 포장기를 통해 골판지 박스에 담깁니다. 완성된 박스는 레토르트 기록 검토 및 배양 테스트 결과에 따른 최종 품질 승인을 대기하며, 팔레트 적재 후 창고 격리 구역에 보관됩니다. 종합적인 수산물 통조림 제조 인프라를 구축하고자 한다면, CSPL-200은 당사의 핵심 플래그십 모델입니다.통조림 생선 생산 라인참치, 고등어 및 혼합 해산물 제품군을 포함하는 포트폴리오를 갖추고 있습니다. 전체 시스템은 당사가 준수하는 엔지니어링 표준을 엄격히 따릅니다.수산물 가공 설비 솔루션 전문사업부입니다.
경영자를 위한 필독 블로그








