Оборудование для производственной линии консервированных сардин
Мы способны не только продавать продукцию, но и реализовывать комплексные проекты под ключ.

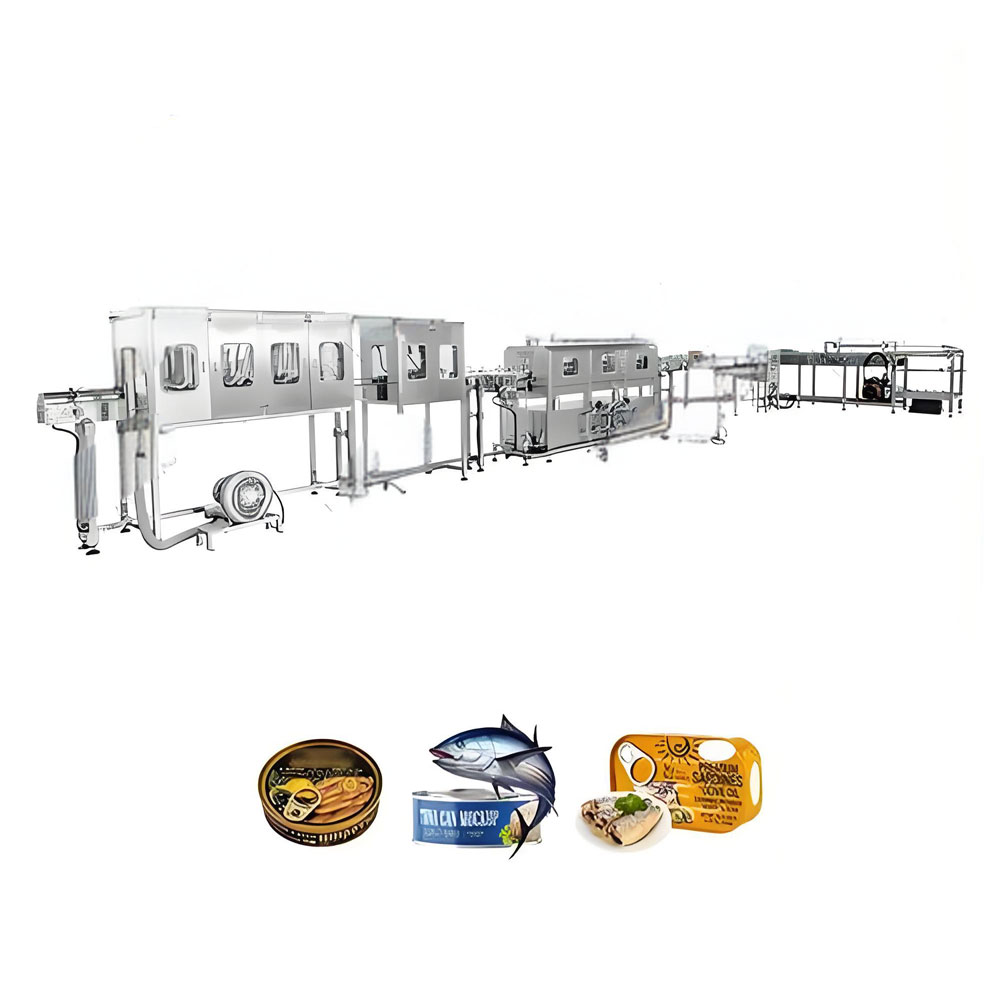
Линия по производству консервированных сардин CSPL-200 представляет собой полностью интегрированную технологическую систему «под ключ», прошедшую валидацию по стандартам HACCP. Она обеспечивает полный цикл переработки цельной сырой рыбы в коммерчески стерильный продукт с длительным сроком хранения, готовый к реализации в международных розничных сетях. Линия спроектирована с учетом мирового стандарта упаковки — жестяной банки объемом 125 г (размер 307 x 111) — и обеспечивает непрерывную производительность от 150 до 200 банок в минуту. Технологический процесс охватывает все этапы: прием сырья, механическое удаление чешуи, замачивание в рассоле, термическую предобработку, ручную или автоматическую фасовку, дозирование заливки, вакуумную закатку, стерилизацию в автоклаве и финальную этикеровку. Каждая критическая контрольная точка — от внутренней температуры рыбы после термообработки до геометрической целостности двойного шва и расчета показателя термической инактивации (F-значения) в автоклаве — оснащена контрольно-измерительными приборами, что гарантирует автоматическую регистрацию данных и полную прослеживаемость продукции в соответствии с требованиями аудита BRC, IFS, FDA и сертификационных органов ЕС.
| Параметр системы | Техническая спецификация |
|---|---|
| Обозначение строки | CSPL-200 |
| Производительность | 150 - 200 банок в минуту |
| Основной формат консервной банки | Банка Club 125 г |
| Другие форматы | 155 г Овальная, 425 г Высокая круглая (возможна индивидуальная настройка) |
| Исходные данные | Цельные сардины (свежие или замороженные) |
| Насадка для колонн | Соевое масло / Оливковое масло / Томатный соус / Рассол |
| Способ стерилизации | Автоклав с водяным распылением или паровым ретортным методом |
| Общая установленная мощность | Примерно 180 кВт |
| Общая длина строки | 45 - 60 м (зависит от конфигурации) |
| Потребность в персонале | 25 - 40 операторов (в зависимости от уровня автоматизации) |
")
Замороженные блоки сардин поступают на предприятие в картонных упаковках весом от 10 до 20 кг. Далее их помещают в бак из нержавеющей стали, где циркулирует вода с температурой от 15 до 18 градусов Цельсия; это обеспечивает равномерную дефростацию рыбы, не допуская термического повреждения её поверхности. После разморозки сардины направляются в роторный барабанный чешуесниматель, который удаляет остатки чешуи, сохраняя при этом целостность нежной кожицы, что крайне важно для эстетичного внешнего вида продукта в открытой банке. Затем очищенную рыбу помещают в емкость с солевым раствором (3–5% содержание хлорида натрия) на 15–30 минут. Этот этап засаливания позволяет уплотнить текстуру мякоти, равномерно приправить рыбу и удалить остатки крови из жаберной полости, что предотвращает появление неэстетичных темных пятен в готовом продукте.
Предварительная термическая обработка является самым важным этапом, определяющим качество конечного продукта. Свежая сардина на 70 % состоит из влаги. Если закладывать сырую рыбу в банки и сразу подвергать стерилизации, эта влага будет выделяться в процессе обработки, образуя мутную, неаппетитную жидкость, которая не привлекает потребителей. На этапе предварительной термообработки около 15–20 % свободной влаги испаряется еще до того, как рыба попадет в банку.
Термически обработанные сардины либо вручную укладываются в пустые банки на станциях фасовки, либо подаются через полуавтоматическое оборудование для ориентации и наполнения. Точная схема укладки — как правило, от 3 до 5 рыб в банке весом 125 г, расположенных поочередно головами и хвостами — определяется рыночными требованиями покупателя. После того как рыба уложена, банки перемещаются по конвейерной ленте через последовательные станции дозирования жидкости.
Наполненные открытые банки проходят через туннель отдувки паром, который нагревает воздух в свободном пространстве под крышкой до температуры примерно 90 °C. В процессе этой термической отдувки холодный воздух вытесняется паром. Сразу после прохождения туннеля банки герметизируются вакуумным закаточным аппаратом с двойным обжатием; при последующем охлаждении заключенный внутри пар конденсируется, создавая внутренний вакуум в диапазоне от 250 до 400 мбар. Наличие этого вакуума имеет критически важное значение: он предотвращает раздувание банок при транспортировке на большой высоте, препятствует окислительному прогорканию упаковочного масла и обеспечивает характерную вогнутую форму дна, которая служит для потребителя показателем герметичности и сохранности продукта.
Автоматический аппарат для закатки двойного шва является высокоточным механическим центром всей линии. Работая со скоростью от 150 до 200 банок в минуту, закатчик с помощью двух последовательных операций прокатки соединяет фланец корпуса банки и завальцованный край крышки, формируя герметичный пятислойный замок. Это создает абсолютный бактериальный барьер, разделяющий стерильную внутреннюю среду продукта и окружающую среду. Параметры шва, такие как длина зацепления корпуса, длина зацепления крышки, процент перекрытия, степень плотности и класс гофрированности, измеряются и фиксируются каждые 30 минут в соответствии с протоколами мониторинга швов HACCP.
Герметично уложенные банки помещают в корзины для реторт и подвергают термической обработке в автоклавах с водяным распылением или насыщенным паром. Параметры тепловой обработки строго рассчитаны для достижения необходимого значения F-значения (эквивалентное время выдержки при температуре 121,1 °C, рассчитанное исходя из эффективности уничтожения Clostridium botulinum), что гарантирует коммерческую стерильность продукта с учетом конкретного формата упаковки, плотности рыбы и состава среды. Типичный цикл обработки сардин в масле (фасовка по 125 г) предполагает выдержку при температуре от 115 до 118 °C в течение 60–75 минут. Приборы контроля температуры и давления в реторте фиксируют непрерывный график зависимости времени от температуры для каждой партии, формируя обязательные протоколы стерилизации, необходимые для соответствия требованиям FDA 21 CFR Part 113 и регламента ЕС 852/2004 при прохождении процедур международного экспорта.
После автоклавирования банки подвергаются охлаждению под давлением с использованием хлорированной воды до температуры ниже 40 °C. После сушки банки проходят через этикетировочную машину, на которую наносятся литографированные бумажные этикетки или термоусадочные пленки. Промаркированные банки сортируются по ориентации, на них с помощью струйного принтера наносится дата производства, после чего они упаковываются в гофрокартонные короба с помощью ручного или автоматического упаковочного оборудования. Готовые короба направляются на паллетирование и на карантинное хранение на складе до окончательного выпуска продукции после проверки протоколов автоклавирования и результатов инкубационного теста. В рамках комплексного оснащения производств по консервированию рыбы модель CSPL-200 является нашим флагманским предложением в широком...линия по производству консервированной рыбыв ассортимент, который также включает тунец, скумбрию и различные виды смешанных морепродуктов. Вся система полностью соответствует инженерным стандартам, принятым в нашейрешения для оборудования по переработке морепродуктовподразделение
Блоги, которые стоит прочитать руководителям








