Honigverarbeitungsanlagen
Wir sind nicht nur in der Lage, Produkte zu verkaufen, sondern haben auch die Fähigkeit, komplette Schlüsselfertigprojekte zu übernehmen.


DieKommerzielle Honigverarbeitungsanlageist ausgelegt fürHonigextraktion, Filtration, Pasteurisierung und Verpackung im industriellen Maßstab, die eine Komplettlösung für Honigverarbeiter bietet. Sie stellt sicher,hohe Ausbeute, Reinheit, stabile Qualität und verlängerte Haltbarkeit, während der natürliche Geschmack und die Nährstoffe des Honigs erhalten bleiben.
Diese Ausrüstung ist geeignet für:
Honigverarbeitungsbetriebe
Lebensmittel- und Getränkehersteller, die Honig als Zutat verwenden
Exportorientierte Honigproduzenten
Zentralküchen und Hersteller von Functional Food
Durch die Einführung einer automatisierten Honigverarbeitungslinie können Herstellerdie Effizienz steigern, Arbeitskräfte reduzieren und Produktkonsistenz gewährleisten.
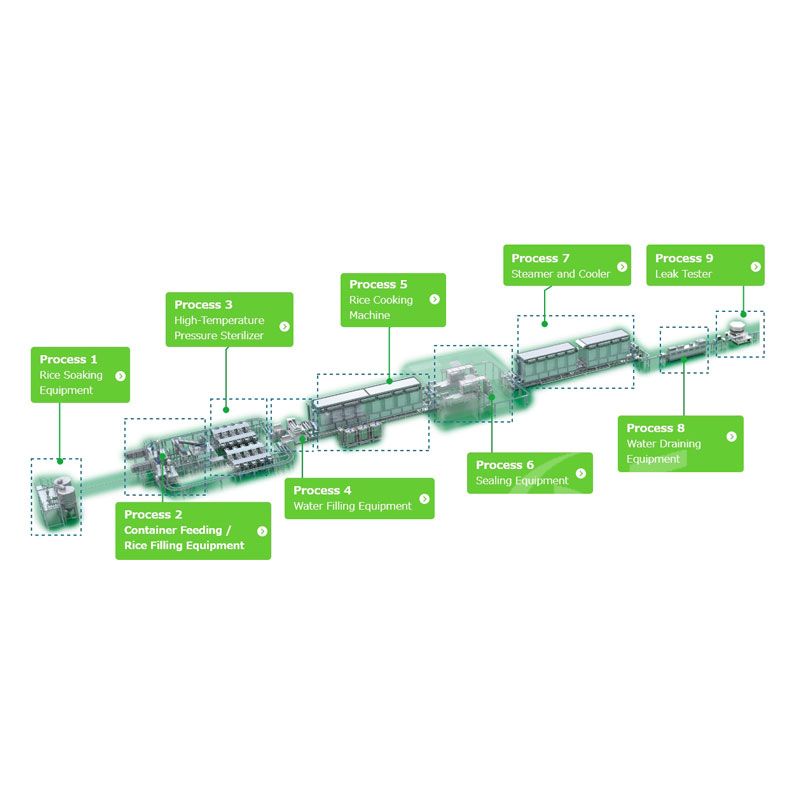
Honigextraktion🍯
Honig wird mit mechanischen Honigschleudern (Zentrifugal- oder Hydraulikschleudern) aus Honigwaben gewonnen.
Beim Schleudern werden Wabenreste und Wachs getrennt.
Filtern & Klären🧹
Honig passiert mehrstufige Filter, um Verunreinigungen, Wachspartikel, Pollen und Bienenreste zu entfernen.
Optionale Feinfilterung oder Vakuumfiltration gewährleisten kristallfreien, klaren Honig.
Pasteurisierung & Entkristallisation🔥
Honig wird auf 60–70 °C erhitzt, um Gärung zu verhindern und die Fließfähigkeit zu verbessern.
Kontrolliertes Erhitzen bewahrt natürliche Enzyme und Nährstoffe.
Kühlung & Lagerung❄️
Pasteurisierter Honig wird schrittweise auf Raumtemperatur abgekühlt.
Die Lagerung erfolgt in Edelstahltanks mit Rührwerken, um Ablagerungen zu verhindern.
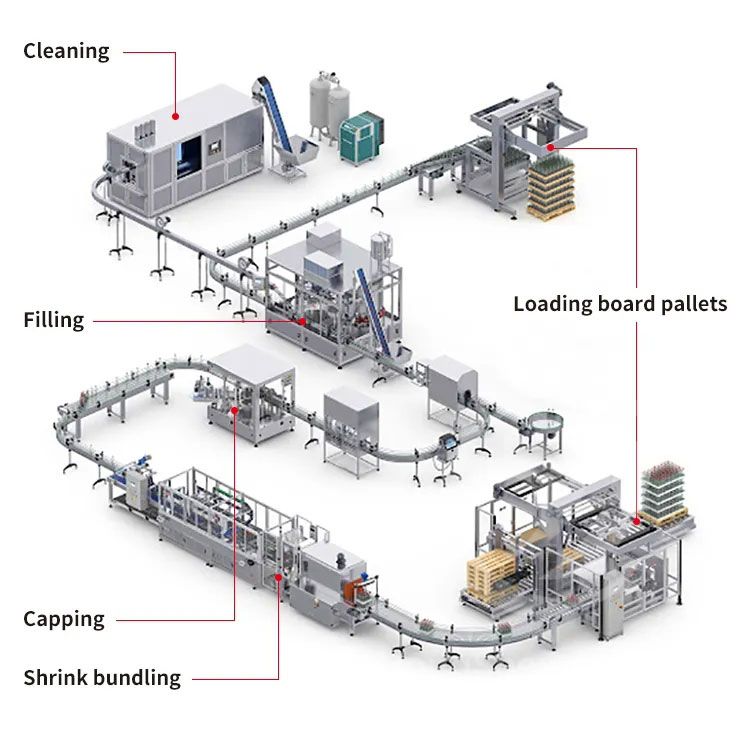
Abfüllung & Verpackung📦
Honig wird automatisch in Gläser, Flaschen oder Beutel abgefüllt.
Versiegelung, Etikettierung und Chargencodierung gewährleisten Rückverfolgbarkeit und Hygiene.
")
✅Vorteile dieses Arbeitsablaufs:
Hohe Honiggewinnungsrate
Stabile Qualität und gleichbleibender Geschmack
Reduzierter manueller Arbeitsaufwand und geringeres Kontaminationsrisiko
Flexibel für verschiedene Behältergrößen und Verpackungsarten
Hoher Automatisierungsgrad⚡
SPS- oder Touchscreen-Steuerung
Automatische Extraktion, Filtration, Erwärmung, Kühlung und Abfüllung
Hygienische Bauweise🛡
Lebensmittelechter Edelstahl (SS304/316) für alle Teile, die mit Honig in Kontakt kommen
CIP-System (Cleaning-in-Place) zur einfachen Reinigung
Flexible Kapazität📊
Kleinserien: 50–200 kg/h
Mittelgroß: 200–1000 kg/h
Grossmassstab: 1000–5000 kg/h
Vielseitigkeit🌈
Geeignet für Rohhonig, Cremehonig, aromatisierten Honig und Mischhonig
Optionale Filtration für Bio- oder hochreinen Honig
Energieeffizient🌍
Optimiertes Heiz- und Kühlsystem reduziert den Energieverbrauch
Minimale thermische Schäden bewahren natürliche Enzyme und Nährstoffe
| Modell | Kapazität (kg/h) | Leistung (kW) | Heiztemperatur (°C) | Material | Abmessungen (L×B×H, m) | Hinweise |
|---|---|---|---|---|---|---|
| YL-HP-100 | 100 | 3.5 | 60–70 | SS304 | 1,5×0,8×1,5 | Kleinmaßstäblich, optionaler Batch-Betrieb |
| YL-HP-500 | 500 | 7.5 | 60–70 | SS304/316 | 3×1,5×1,8 | Mittelmaßstäblich, kontinuierlicher Betrieb |
| YL-HP-1000 | 1000 | 15 | 60–70 | SS316 | 5×2×2,2 | Großmaßstäblich, integriertes Abfüllsystem |
✅Optionale Module:
Mehrstufige Filtration für hochreinen Honig
Vakuum-Entkristallisationstank
Automatische Abfüll- und Verschließmaschine für Gläser/Flaschen
Temperaturregulierte Lagertanks
Aromamischmodul für aromatisierten Honig
Kommerzielle Honigverarbeitungsbetriebe
Lebensmittelhersteller, die Honig als Zutat verwenden
Produktion von Bio- und Spezialitätenhonig
Exportorientierte Honigverarbeitungsbetriebe
Geeignet für:
🍯 Rohhonig | 🍯 Aromatisierter Honig | 🍯 Cremehonig | 🍯 Mischhonig
Arbeitsersparnis: Reduziert die manuelle Extraktion, Filtration und Verpackungsarbeit
Gleichbleibende Qualität: Klarer, kristallfreier Honig mit stabiler Viskosität und stabilem Geschmack
Lebensmittelsicherheit: Edelstahlkonstruktion und CIP-System entsprechen HACCP, ISO und FDA
Hoher ROI: Kontinuierliche Verarbeitung erhöht den Durchsatz und reduziert Abfall, Amortisationszeit 1–2 Jahre für mittlere und große Linien
Intelligente Honigproduktion mit IoT-Überwachung für Temperatur, Viskosität und Durchflussrate
Bio- und funktionelle Honigprodukte
Energieeffiziente Pasteurisierung und Entkristallisation
Erweiterungsmodule für aromatisierten, cremigen oder angereicherten Honig
DieKommerzielle Honigverarbeitungsanlagebietet einevollständige, effiziente und hygienische Lösungfür die Honigproduktion im industriellen oder kommerziellen Maßstab.
Seinemodulare Bauweise, Automatisierung und die Einhaltung internationaler Standardsmachen es ideal für Hersteller, die Folgendes anstreben:die Produktivität maximieren, eine gleichbleibende Qualität gewährleisten und die wachsende Marktnachfrage befriedigen.
Unbedingt lesenswerte Blogs für Chefs