Konservləşdirilmiş sardina istehsalı üçün avadanlıq xətti
Biz təkcə məhsul satmaqla kifayətlənmir, həm də layihələrin "açar təslim" formatında tam şəkildə həyata keçirilməsi imkanına malikik.

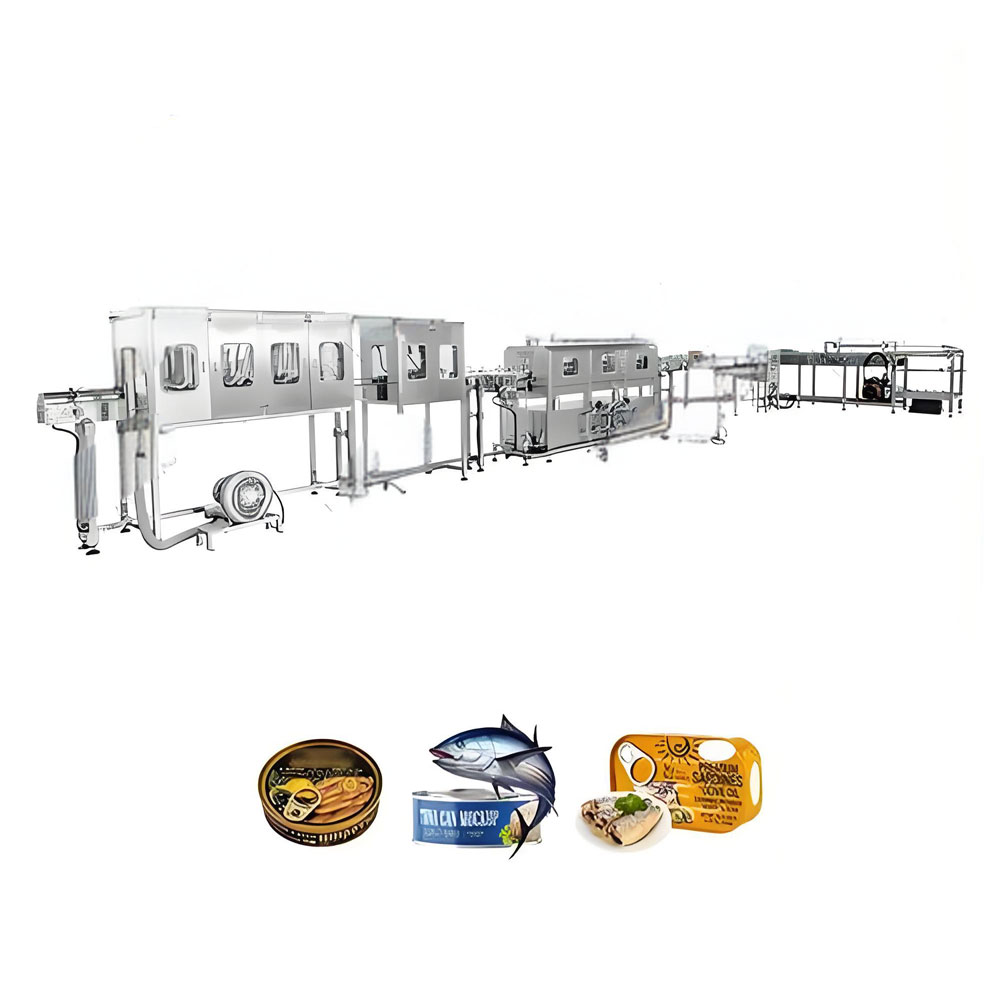
CSPL-200 Konservləşdirilmiş Sardina İstehsal Xətti, xammal olan bütöv sardinaları beynəlxalq supermarket şəbəkələrinə satışa hazır, kommersiya baxımından steril və uzun müddət saxlanıla bilən konserv məhsullarına çevirən, HACCP standartlarına uyğunlaşdırılmış tam inteqrasiya olunmuş "açar təslim et" (Turnkey) tipli texnoloji sistemdir. Xüsusi olaraq qlobal bazarda üstünlük təşkil edən 125 qramlıq standart banka formatı (307 x 111) üçün layihələndirilmiş bu xətt, xammalın qəbulundan tutmuş, mexaniki miqyalandırılma, duzlu suda islatma, termik ön bişirmə, əl və ya avtomatik doldurma, maye dozajlanması, vakuumla qapama, retort sterilizasiyası və son etiketləmə mərhələlərinə qədər fasiləsiz iş prosesini təmin edir. Xəttin istehsal gücü dəqiqədə 150-200 banka təşkil edir. Prosesin hər bir kritik nəzarət nöqtəsi — ön bişirmə zamanı nüvə temperaturundan tutmuş, ikiqat qapaq sızdırmazlığının ölçülərinə və retort prosesində termik təsirin (F-dəyəri) hesablanmasına qədər hər bir parametr — avtomatlaşdırılmış cihazlarla təchiz edilmişdir. Bütün məlumatlar qeydə alınır və izlənilə bilir ki, bu da BRC, IFS, FDA və ABŞ/Avropa İttifaqı ixrac sertifikasiya orqanlarının sənədləşmə və audit tələblərinə tam cavab verir.
| Sistem Parametri | Texniki Spesifikasiya |
|---|---|
| Sətir Təyini | CSPL-200 |
| Çıxış tutumu | 150 - 200 Dəqiqədə qutu sayı |
| Əsas Konserv Qabı Forması | 125 qramlıq "Club" bankası |
| Alternativ Formatlar | 155 qram oval, 425 qram hündür dairəvi (fərdi seçimlər mümkündür) |
| Xammal Material | Bütöv şirin sardina (təzə və ya dondurulmuş) |
| Dolğu materialı | Soya yağı / Zeytun yağı / Pomidor sousu / Duzlu su |
| Sterilizasiya metodu | Su püskürtməli və ya buxarlı avtoklav |
| Ümumi quraşdırılmış güc | Təxminən 180 KVt |
| Ümumi Sətir Uzunluğu | 45 - 60 metr (Konfiqurasiyadan asılı olaraq) |
| Əmək ehtiyacı | 25 - 40 Operator (Avtomatlaşdırma səviyyəsindən asılı olaraq) |
")
Dondurulmuş sardina blokları müəssisəyə 10-20 kq-lıq qutularda daxil olur. Paslanmaz poladdan hazırlanmış buxar vasitəsilə ərimə tankında temperaturu 15-18 dərəcə Celsius arasında dəyişdirilən su dövr edir; bu proses balığın üzərini bişirmədən, bərabər şəkildə dondurucudan çıxarılmasına imkan yaradır. Balıqlar tam əridikdən sonra, konserv qutusu açıldıqda vizual təqdimat üçün vacib olan incə dəri bütövlüğünü qorumaqla, qalıq sapları təmizləyən rotasiya tipli tambur təmizləyici cihaza köçürülür. Sapları təmizlənmiş balıqlar daha sonra 3-5 faizlik natrium xlorid məhlulu olan duzlu su çəni ilə 15-30 dəqiqə ərzində emal edilir. Bu duzlama mərhələsi əti bərkidir, balığa bərabər dad verir və solğun boşluqdan qalıq qan izlərini çıxararaq hazır məhsulda xoşagəlməz tünd rəng dəyişikliyinin qarşısını alır.
Bişirilmədən əvvəlki ilkin bişirmə prosesi məhsulun keyfiyyətini təyin edən ən kritik mərhələdir. Çiğ sardina balı təxminən 70 faiz nəmlik ehtiva edir. Əgər bal pendir bükməsi (konserv) içində olduğu kimi, çiy halda möhürlənib birbaşa sterilizasiya olunarsa, sterilizasiya zamanı bu nəmlik çölə sızacaq və nəticədə istehlakçıların istəmədiyi, bulanıq və iştahaçan görünməyən bir maye yaranacaq. Məhz ilkin bişirmə mərhələsi, bal konservə qabına doldurulmazdan əvvəl bu sərbəst nəmliyin təxminən 15-20 faizini buxarlandırıb aradan qaldırır.
Hazır bişmiş sardin balıqlı konservələr doldurma məntəqələrində boş qablara əl ilə doldurulur və ya yarımavtomatik yönləndirmə və doldurma avadanlıqları vasitəsilə prosesdən keçirilir. Balıqların qab daxilindəki xüsusi düzülüşü — adətən 125 qramlıq konservaya tərs mütənasib qaydada (baş-quyruq ardıcıllığı ilə) 3-5 ədəd balıq yerləşdirilməsi — alıcının bazar tələblərinə uyğun olaraq müəyyən edilir. Balıqlar qablara yerləşdirildikdən sonra, konservələr konveyer vasitəsilə ardıcıl şəkildə maye dozajlama məntəqələrindən keçirilir.
Doldurulmuş və ağzı açıq olan konservalar, içindəki boşluğu təxminən 90 dərəcə Selsi temperaturda isidən buxar çıxarma tunelindən keçir. Bu termal proses soyuq havanı buxarla əvəz edir. Konservanın aşağı axın hissəsindəki ikiqat qapaq bağlama cihazı tərəfindən dərhal möhürlənməsindən sonra, içəridə qalan buxar soyuma prosesində kondensasiya olunur və bu, 250-400 mbar dərəcəsində daxili vakum yaradır. Bu vakumun mövcudluğu kritik əhəmiyyət kəsb edir: o, nəqliyyat zamanı yüksəklikdə qabın şişməsinin qarşısını alır, paketləmə yağının oksidləşərək xarab olmasının qarşısını tutur və qabın alt hissəsinin içəri doğru çökük olmasını təmin edərək istehlakçılara məhsulun təhlükəsiz və bütöv olduğu barədə vizual siqnal verir.
Avtomatlaşdırılmış ikiqat birləşmə (double-seam) qutulama maşını xəttin mexaniki dəqiqlik mərkəzi hesab olunur. Dəqiq 150-200 qutu/dəqiqə sürəti ilə işləyən bu avadanlıq, ardıcıl iki bükmə əməliyyatı vasitəsilə qutu gövdəsinin və qapağın kənarlarını bir-birinə bərk bağlayır. Bu proses, steril məhsulun daxili mühiti ilə xarici mühit arasında tam sızdırmazlıq təmin edən və bakteriyaların keçməsinə imkan verməyən beş qatlı möhkəm birləşmə yaradır. HACCP qutulama monitorinqi protokollarına uyğun olaraq, hər 30 dəqiqədən bir birləşmənin ölçü parametrləri — gövdə və qapaq bükmə uzunluğu, üst-üstə düşmə faizi, sıxlıq dərəcəsi və qırış səviyyəsi — dəqiq ölçülərək qeydə alınır.
Bağlanmış konservalar retort səbətlərinə doldurulur və su püskürtməli və ya doymuş buxarlı retort avtoklavda emal edilir. Termal proses, konkret konservanın formasına, balığın sıxlığına və qablaşdırma mühitinə uyğun olaraq, kommersiya sterilliyini təmin edəcək kifayət qədər F-dəyərini (Clostridium botulinum bakteriyasının məhv edilməsinə əsaslanan 121.1 dərəcə Celsius dərəcəlik ekvivalent dəqiqələri) təmin etmək üçün dəqiq hesablanmışdır. Tipik bir 125 qramlıq yağlı sardina prosesi 115-118 dərəcə Celsius temperaturda 60-75 dəqiqə ərzində həyata keçirilir. Retort temperatur və təzyiq cihazları hər bir partiya üçün fasiləsiz zaman-temperatur qrafikini qeydə alır ki, bu da həm FDA 21 CFR Part 113, həm də beynəlxalq ixrac icazəsi üçün tələb olunan 852/2004 ABŞ və Aİ qaydalarına uyğun məcburi sterilləşdirmə sənədlərinin yaradılmasını təmin edir.
Sterilizasiya prosesindən keçdikdən sonra konserv qabları xlorlu su ilə təzyiqli soyutma üsulu ilə 40 dərəcə Celsius-dan aşağı temperatur dərəcəsinə endirilir. Quruduqdan sonra qablar litoqrafiya üsulu ilə çap edilmiş kağız etiketlərin və ya daralan şüşəli (shrink-sleeve) qapaqların yapışdırılması üçün etiketləmə aparatından keçir. Etiketlənmiş qablar düzgün istiqamət üzrə sıralanır, lentkləyici printerlərlə tarix kodu vurulur və əl və ya avtomatlaşdırılmış paketləmə avadanlıqları vasitəsilə karton qutulara yığılır. Hazır qutular paletləşdirilmə mərhələsinə keçir və sterilizasiya qeydlərinin nəzərdən keçirilməsi ilə inkubasiya testlərinin nəticələrinə əsasən son keyfiyyət təsdiqi verilənə qədər anbarda karantin rejimində saxlanılır. Balıq konservləşməsinin tam infrastrukturunu təmin etmək üçün CSPL-200 geniş çeşidimiz daxilindəki əsas və ən nüfuzlu təklifimizdir.konservləşdirilmiş balıq istehsal xəttiməhsul çeşidimiz tuna, skaliya və qarışıq dəniz məhsulları formatlarını da əhatə edir. Bütün sistem bizim bütün müəssisələrdə qorunub saxlanılan mühəndislik standartlarına tam uyğundur.dəniz məhsullarının emalı üçün avadanlıq həlləribölmə
Rəhbərlər üçün mütləq oxunmalı bloqlar








