Canned Sardine Production Line Equipment
We Are Not Only Capable Of Selling Products, But Also Have The Ability To Undertake Full Turnkey Projects.
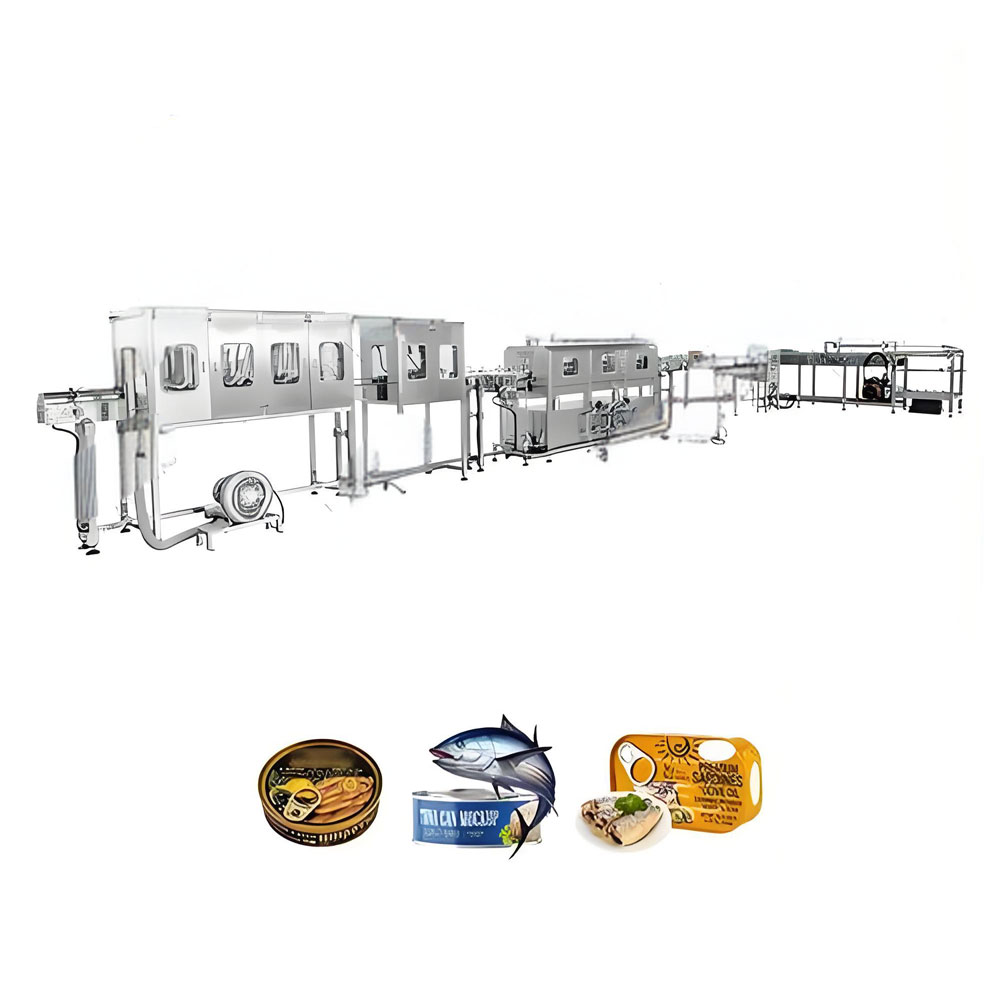
The CSPL-200 Canned Sardine Production Line is a fully integrated, HACCP-validated Turnkey processing system that transforms raw, whole sardines into commercially sterile, shelf-stable canned products ready for international supermarket distribution. Engineered around the globally dominant 125g club can format (307 x 111), the line sustains output rates of 150 to 200 cans per minute across a continuous workflow spanning raw fish reception, mechanical scaling, brine soaking, thermal pre-cooking, manual or automatic filling, liquid medium dosing, vacuum seaming, retort sterilization, and final labeling. Every critical control point — from the pre-cook core temperature to the double-seam dimensional integrity to the retort F-value thermal lethality calculation — is instrumented, logged, and traceable, satisfying the documentary audit requirements of BRC, IFS, FDA, and EU export certification bodies.
| System Parameter | Technical Specification |
|---|---|
| Line Designation | CSPL-200 |
| Output Capacity | 150 - 200 Cans Per Minute (CPM) |
| Primary Can Format | 125g Club Can (307 x 111) |
| Alternative Formats | 155g Oval, 425g Tall Round (Customizable) |
| Raw Material Input | Whole Round Sardines (Fresh or Frozen) |
| Packing Media | Soybean Oil / Olive Oil / Tomato Sauce / Brine |
| Sterilization Method | Water Spray or Steam Retort Autoclave |
| Total Installed Power | Approx. 180 KW |
| Total Line Length | 45 - 60 meters (Configuration Dependent) |
| Workforce Requirement | 25 - 40 Operators (Automation Level Dependent) |
")
Frozen sardine blocks arrive at the facility in 10 to 20 kg cartons. A stainless steel thawing tank circulates temperature-controlled water at 15 to 18 degrees Celsius to uniformly defrost the fish without surface cooking. Once thawed, the sardines transfer to a rotary drum scaler that strips residual scales while preserving the fragile skin integrity essential for visual presentation in the opened can. Scaled fish then enter a brine soak tank containing a 3 to 5 percent sodium chloride solution for 15 to 30 minutes. This brining step firms the flesh, seasons the fish uniformly, and draws out residual blood from the gill cavity, preventing unsightly dark discoloration in the finished product.
Pre-cooking is the single most critical quality-defining step. Raw sardines contain approximately 70 percent moisture. If sealed raw into the can and retorted directly, this moisture exudes during sterilization, creating a cloudy, unappetizing liquid that consumers reject. The pre-cooking stage drives off approximately 15 to 20 percent of this free moisture before the fish enters the can.
Pre-cooked sardines are manually packed into empty cans at filling stations or fed through semi-automatic orientating and filling equipment. The specific arrangement — typically 3 to 5 fish per 125g can laid in alternating head-tail orientation — is dictated by the buyer's market specification. After fish placement, the cans travel on a conveyor through sequential liquid dosing stations.
Filled, open cans pass through a steam exhaust tunnel that heats the headspace air to approximately 90 degrees Celsius. This thermal exhausting displaces cold air with steam. When the can is immediately sealed by the downstream double-seam vacuum seamer, the trapped steam condenses during cooling, generating an internal vacuum of 250 to 400 mbar. This vacuum is essential: it prevents can bulging at altitude during shipping, inhibits oxidative rancidity of the packing oil, and creates the concave end panel that signals product integrity to consumers.
The automatic double-seam can seamer is the mechanical precision centerpiece of the line. Operating at 150 to 200 cans per minute, the seamer folds the can body flange and the lid curl together through two sequential rolling operations, creating a hermetically sealed five-layer interlock that constitutes the absolute bacterial barrier between the sterile product interior and the ambient environment. Seam dimensional parameters — body hook length, cover hook length, overlap percentage, tightness rating, and wrinkle grade — are measured and documented every 30 minutes per HACCP seam monitoring protocols.
Sealed cans are loaded into retort baskets and processed in a water spray or saturated steam retort autoclave. The thermal process is precisely calculated to deliver an F-value (equivalent minutes at 121.1 degrees Celsius referenced to Clostridium botulinum destruction) sufficient to achieve commercial sterility for the specific can format, fish density, and packing medium. A typical 125g sardine-in-oil process runs at 115 to 118 degrees Celsius for 60 to 75 minutes. Retort temperature and pressure instrumentation records a continuous time-temperature graph for every batch, generating the mandatory sterilization records required by FDA 21 CFR Part 113 and EU Regulation 852/2004 for international export clearance.
After retorting, cans are pressure-cooled with chlorinated water to below 40 degrees Celsius. Once dry, they travel through a labeling machine that applies lithographed paper labels or shrink-sleeve wraps. Labeled cans are orientation-sorted, date-coded by inkjet printer, and packed into corrugated cartons by manual or automatic case packing equipment. The finished cartons proceed to palletizing and warehouse quarantine storage pending final quality release based on retort record review and incubation test results. For comprehensive fish canning infrastructure, the CSPL-200 represents our flagship offering within the broader canned fish production line portfolio, which also covers tuna, mackerel, and mixed seafood formats. The complete system aligns with the engineering standards maintained across our seafood processing equipment solutions division.
Must-read blogs for bosses








