Fish Canning Line Commissioning Checklist: FAT, SAT & Handover
A food factory project manager sits in a machine supplier's assembly workshop, a stack of blueprints in front of them and a signed contract in hand. The machinery before them is fully assembled—a rotary can filler, a high-speed double seamer, and a bank of batch retorts. The supplier is eager to ship the equipment, but the project manager knows that signing off on delivery without a structured verification protocol is a high-risk gamble. Discovering a mechanical misalignment, a PLC software bug, or a sensor calibration drift after the machinery has been shipped and installed overseas is ten times more expensive and time-consuming to resolve. In food processing engineering, bridging the gap between factory assembly and commercial production requires a systematic commissioning process. For a turnkey canning line scope, this process is governed by three gates: Factory Acceptance Testing (FAT), Site Acceptance Testing (SAT), and the final Process Authority validation handover.
")
This article provides a comprehensive fish canning line commissioning checklist. It details the pre-shipment criteria for FAT, the on-site verification steps for SAT, and the critical documentation required to hand over the thermal processing system to a Process Authority for scheduled process registration under US FDA 21 CFR Part 113.
FAT vs. SAT: The Commissioning Gates
Commissioning is the process of verifying that the canning line's mechanical, electrical, and control systems are installed and perform according to the user requirements and engineering standards. According to the ISPE Commissioning and Qualification Baseline Guide, this is split into two primary testing phases:
| Testing Phase | Testing Location | Primary Objective | Typical Testing Scope | Outcome / Trigger |
|---|---|---|---|---|
| Factory Acceptance Testing (FAT) | Supplier's manufacturing workshop | Verify mechanical assembly, PLC software, dry functions, and basic safety loops before shipment | Dry cycle run, sensor check, safety interlock tests, static hygienic design audit | Approval to pack and ship equipment to customer's site |
| Site Acceptance Testing (SAT) | Customer's processing plant | Verify installation, utility connections, continuous dry runs, and wet product trial runs | Utility connection audit, continuous 8-hour dry run, wet run with raw fish and media, OEE verification | Approval for startup handover and Process Authority validation |
Executing a thorough FAT at the supplier's facility allows engineers to inspect the physical build, check safety interlocks, and run dry cycles while the supplier's tools, software programmers, and spare parts are immediately available. Once the machinery passes FAT and is shipped, the SAT verifies that the shipping process did not cause mechanical damage, and that the machines integrate correctly with the customer's on-site utilities.
1. Factory Acceptance Testing (FAT) Pre-Shipment Criteria
A defensible FAT protocol must evaluate the machinery across three dimensions: mechanical assembly, electrical and control systems, and hygienic design. The testing starts with static checks and ends with dynamic dry cycles:
- Static Mechanical Inspection: Verify the Bill of Materials (BOM) against the contract. Inspect stainless steel grades (e.g., ensuring 316L is used in brine zones), surface finishes (Ra ≤ 0.8 µm), frame alignments, and gasket materials.
- Electrical & Control Audit: Inspect the electrical panels for proper wiring color codes, grounding, and IP ratings (typically IP69K for washdown zones). Run PLC input/output (I/O) checks to verify that every sensor, limit switch, and solenoid valve responds correctly to control commands.
- Safety Interlock Testing: Manually trigger every emergency stop (E-stop), safety door interlock, and pressure relief valve. Verify that the system shuts down safely and enters a fail-safe state instantly.
- Dry Cycle Run: Run each machine (filler, seamer, retort) through empty dry cycles. For the filler and seamer, run empty cans at the maximum contract speed (Cans Per Minute - CPM) for a minimum of 2 continuous hours to verify timing, indexing, and mechanical stability.
2. Site Acceptance Testing (SAT) On-Site Verification
Once the machinery is installed on-site at the seafood plant and connected to the main utilities (saturated steam, compressed air, cooling water, electrical grids, and drains), the SAT begins. The SAT verifies the complete integrated line performance on industrial canned fish production lines:
- Utility Connection Audit: Verify that the steam pressure, water flow rate, compressed air pressure, and electrical voltage supplied to each machine meet the supplier's utility specification sheets.
- Continuous Dry Run: Run the entire integrated line (from raw fish conveyors, through filling, seaming, can washing, retort basket loading, retorting, and drying) using empty containers for a minimum of **8 continuous hours**. Any line stop, conveyor jam, or control alarm must be documented, and the timer reset if the stoppage exceeds a defined threshold (typically 15 minutes).
Wet Product Trial Run: Execute wet trials using actual raw fish and packing media (brine, oil, or sauce). Run the line for a minimum of three complete shifts or three retort basket load cycles. Measure the actual throughput (CPM), filler dosing accuracy, double-seam dimensions (teardown measurements), and retort cycle timing. The wet run verifies that the line meets the contracted Overall Equipment Effectiveness (OEE) targets without food safety or mechanical failures.
")
3. The Process Authority Handover: Validation-Ready Systems
In low-acid canned food manufacturing, the equipment supplier cannot declare a line "FDA-certified" or "commercially validated." That authority belongs solely to a certified **Process Authority (PA)**. The supplier's obligation is to deliver a **validation-ready system** and hand over the necessary technical files and mechanical calibration records so the PA can execute heat distribution and heat penetration studies.
To prepare the thermal processing system for the PA validation, the equipment supplier and cannery engineering team must deliver a specific Handover Dossier containing:
- Sensor Calibration Records: Calibrated RTDs (Resistance Temperature Detectors) and pressure gauges with traceable certificates. RTDs must be calibrated to within **± 0.1°C** against a reference thermometer traceable to national standards.
- Retort Piping and Spreader Drawings: Detailed drawings of the retort steam spreaders, including the size, count, and angles of the steam holes, to verify compliance with 21 CFR Part 113.
- Bleeder and Vent Specifications: Verification of bleeder valve sizes and positions to ensure continuous removal of air during the sterilization cycle.
- Temperature Mapping Interface: Provision of dedicated validation ports (typically a 1.5-inch or 2-inch sanitary tri-clamp port) to allow the PA to route the thermocouples into the retort chamber.
Once these files are handed over, the PA will execute the heat validation studies on the line—for instance, validating the heat penetration curves for fully automatic canned tuna processing production lines or executing the scheduled process checks on sardine canned food production lines. The PA then submits the final scheduled process and validation logs to the US FDA or the local regulatory body for commercial registration.
Turnkey Canning Line Commissioning Checklist
The following checklist maps the 15 core commissioning checkpoints across five project phases. This checklist must be completed and signed off by the lead commissioning engineer and the customer's QA manager before handovers are completed.
| Commissioning Phase | Check Number | Inspection Item | Hygienic / Mechanical Target Standard | FAT Check | SAT Check | QA Log Record Reference |
|---|---|---|---|---|---|---|
| Mechanical & Hygienic | 1.1 | Surface Roughness (Ra) | Ra ≤ 0.8 µm on contact zones; Ra ≤ 1.6 µm on non-contact | Yes | Verification | Hygienic Audit Sheet |
| 1.2 | Frame Slopes | ≥ 3 degrees slope on horizontal frame surfaces | Yes | No | Hygienic Audit Sheet | |
| 1.3 | Welding Quality | Continuous TIG welds; ground flush; no pinholes | Yes | No | Weld Inspection Log | |
| 1.4 | Tool-Free Access | Conveyor quick-release tensioners operational | Yes | Yes | Sanitation Access Sheet | |
| Electrical & Control | 2.1 | Panel IP Rating | IP69K for washdown areas; IP54 for utility rooms | Yes | No | Electrical FAT File |
| 2.2 | I/O Loop Check | 100% sensors and actuators mapped to PLC database | Yes | Yes | I/O Mapping Log | |
| 2.3 | Safety Interlocks | E-stops and door switches cut power instantly | Yes | Yes | Safety Loop Test Log | |
| Utility & Safety | 3.1 | Steam Pressure | Saturated steam pressure stable at retort inlet | No | Yes | Utility SAT Log |
| 3.2 | Water Flow Rate | Cooling water flow and pressure match curve requirements | No | Yes | Utility SAT Log | |
| 3.3 | Retort Relief Valves | Safety relief valves calibrated and certified | Yes | Yes | Pressure Vessel Certificate | |
| Continuous Trials | 4.1 | Dry Run Stoppages | 8 hours continuous run; zero major mechanical jams | No | Yes | Line Dry Run Log |
| 4.2 | Throughput OEE | Throughput matches contracted CPM target at seamer | No | Yes | Line OEE Verification Log | |
| 4.3 | Seamer Seam Quality | Double seam dimensions within can manufacturer specs | Yes | Yes | Double Seam Teardown Log | |
| Process Validation | 5.1 | RTD Calibration | RTDs calibrated to ± 0.1°C against reference | Yes | Yes | Calibration Log Dossier |
| 5.2 | Retort Venting | Come-up venting path complies with 21 CFR Part 113 | Yes | Yes | Process Authority Handover Folder |
Scope, Sources and Limitations
Scope. This guide covers Factory Acceptance Testing (FAT), Site Acceptance Testing (SAT), and the Process Authority thermal-process handover requirements for turnkey fish canning lines. It does not cover specific building civil works, sewage treatment plant (STP) design, environmental permit applications, or shipping customs documentation, which are handled by the facility construction manager.
Limitations. The commissioning checklists and calibration tolerances listed are general industry standards and do not substitute for a specific manufacturer's commissioning protocol. Each turnkey line has unique mechanical speed targets, electrical protocols (e.g., Ethernet/IP vs. Profinet), and process requirements that must be validated directly with the machinery supplier and the certifying Process Authority before signing off on handovers.
Source basis. Technical methodologies are aligned with the ISPE Commissioning and Qualification Baseline Guide, US FDA 21 CFR Part 113 (Thermally Processed Low-Acid Foods), FDA Container/Closures Guide, and general HACCP validation protocols. Equipment fabrication parameters conform to HSYL engineering standards.
Reviewer and date. Technical review completed on 2026-07-14 by the HSYL Fish Canning Engineering Team and QA Department. This commissioning guide must be updated if ISPE validation guidelines or FDA thermal process codes are updated.
")
Canning Line Commissioning and Validation Resources
To further support your factory's project planning and engineering audits, the following resources provide detailed machinery specifications, drawings, and compliance templates:
- Turnkey canning line scope — complete line design engineering, utility requirements, layout plans, and commissioning protocols.
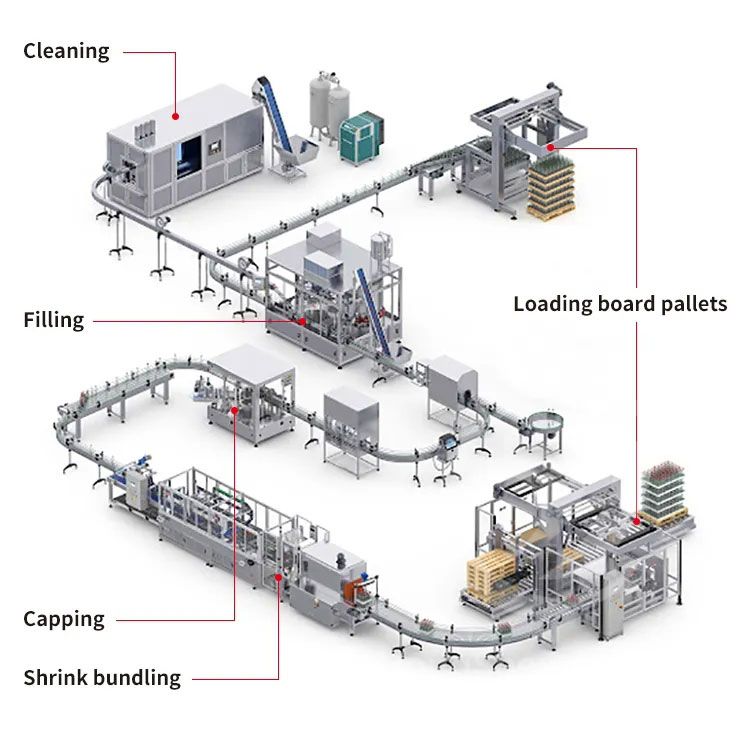
- Industrial canned fish production lines — structural specifications for conveyor frames, cleaning machines, fillers, and seamers designed for wet seafood plants.
- Fully automatic canned tuna processing production lines — processing flows from thawing and precooking to automatic basket loading and retorting.
- Sardine canned food production lines — specific processing parameters for grading, salting, steam-cooking, and double seaming of sardines.
Next Step: Plan Your Canning Line Handovers
Ensure your turnkey canning project is delivered on time, within budget, and fully compliant with international food safety standards. Send HSYL your proposed plant layout, line speed requirements (CPM), container specifications, utility capacities, and commissioning timeline. HSYL will provide a pre-configured FAT/SAT Commissioning Plan template customized for your project, alongside an engineering proposal for retort calibration dossiers, temperature mapping support, and Process Authority handover packages to ensure a smooth factory startup.
Frequently Asked Questions
What is the difference between FAT and SAT in commissioning?
Who is responsible for executing the FAT and SAT?
Why is the Process Authority handover critical for canning lines?
What documentation must the supplier provide for the retort handover?
How long should a continuous dry run last during the SAT?
Can a canning line start commercial production immediately after a successful SAT?
Must-Read Blogs For Chain Restaurants Owner










 Aseptic Canning Production Line Equipment
Aseptic Canning Production Line Equipment Sweet Corn Canning Production Line
Sweet Corn Canning Production Line Egg Canning Production Line
Egg Canning Production Line Button Mushroom Canning Production Line
Button Mushroom Canning Production Line
Ready to Get Started?