Food Production Line Equipment - Chinese Manufacturer, Factory, Supplier
Modern Food Production Line Equipment plays a vital role in shaping the efficiency, consistency, and scalability of today’s food manufacturing operations. Designed to handle a wide spectrum of processes — from raw material preparation through to final packaging — this equipment is the backbone of industrial food production across numerous sectors, including bakery, meat processing, dairy, snacks, and beverages.
Advanced Food Production Line Equipment integrates automation, precision engineering, and intelligent control systems to ensure seamless workflows and reduced labor dependency. Whether it’s mixing, slicing, cooking, cooling, or packaging, each machine is engineered for maximum output with minimal waste. These systems help manufacturers achieve strict quality standards while optimizing production speed, energy consumption, and operational costs.
One of the defining advantages of modern Food Production Line Equipment is its flexibility. Modular designs allow manufacturers to scale production capacity or adapt to new product types with relative ease. From small-scale facilities looking to automate specific processes to large corporations aiming for fully integrated turnkey solutions, this equipment offers customizable options to meet diverse operational requirements.
Hygiene and food safety are paramount considerations in the design of Food Production Line Equipment. Stainless steel construction, seamless welding, and easy-to-clean components ensure compliance with international standards, including HACCP, ISO, and CE certifications. These features not only protect end consumers but also extend equipment lifespan and reduce downtime.
Investing in high-quality Food Production Line Equipment empowers businesses to stay competitive in a rapidly evolving market. It enables faster time-to-market, consistent product quality, and enhanced operational control — all crucial factors for success in the global food industry.
 Cold Chain Rice Production Line
Cold Chain Rice Production Line Unmanned Intelligent Rice Production Line
Unmanned Intelligent Rice Production Line Robotic Rice Production Line
Robotic Rice Production Line Automatic Rice Production Line
Automatic Rice Production Line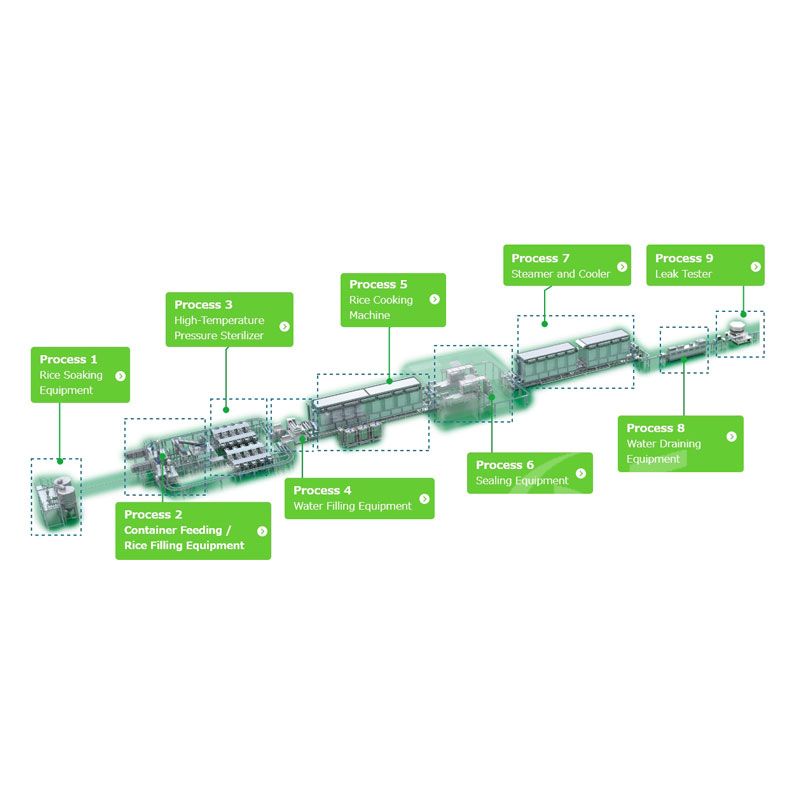 Aseptic Rice Production Line
Aseptic Rice Production Line Aseptic Canning Production Line Equipment
Aseptic Canning Production Line Equipment Sweet Corn Canning Production Line
Sweet Corn Canning Production Line Egg Canning Production Line
Egg Canning Production Line Button Mushroom Canning Production Line
Button Mushroom Canning Production Line Apple Canning Production Line
Apple Canning Production Line Corn Canning Production Line
Corn Canning Production Line Meat Canned Food Production Line
Meat Canned Food Production Line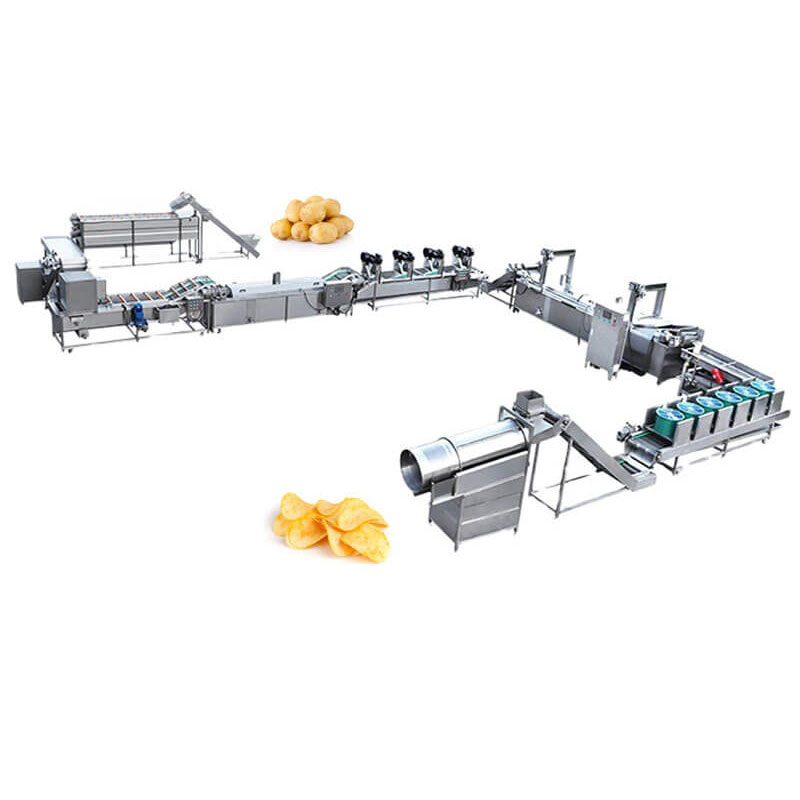 Crisp Production Line
Crisp Production Line Leisure Baking Snack Packaging Machine
Leisure Baking Snack Packaging Machine Food X-ray Foreign Object Detector
Food X-ray Foreign Object Detector Twist Potato Machine
Twist Potato Machine Fish Meal Production Line
Fish Meal Production Line Pasta /Macaroni Making Line
Pasta /Macaroni Making Line Cookie Production Line
Cookie Production Line